Due to a continued focus on providing our clients with the latest technology, the advancements in software and hardware of electronic equipment the need to produce results to ever tighter tolerances, In-Situ have this year, heavily invested in new technologies for metrology and heat treatment (on site annealing).
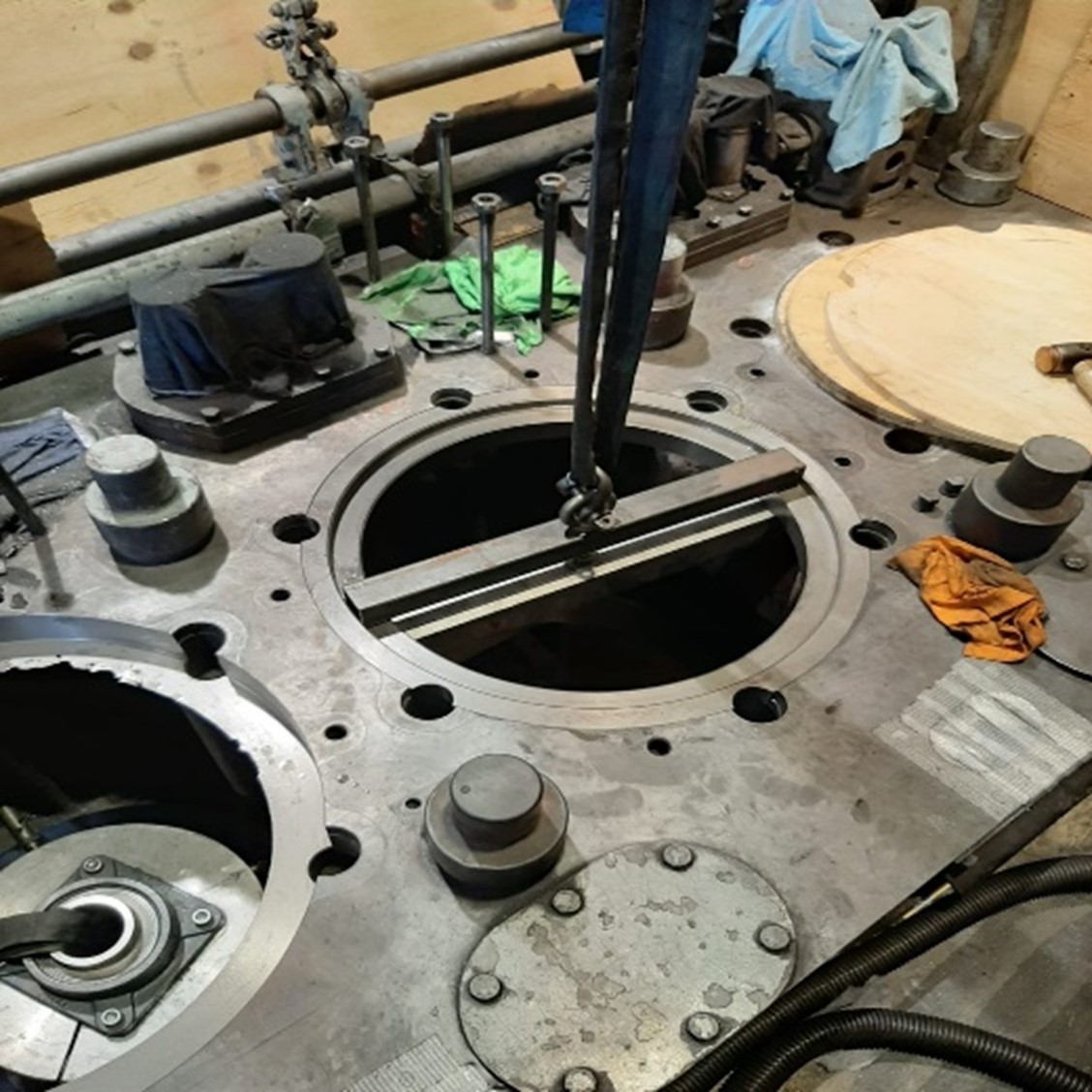
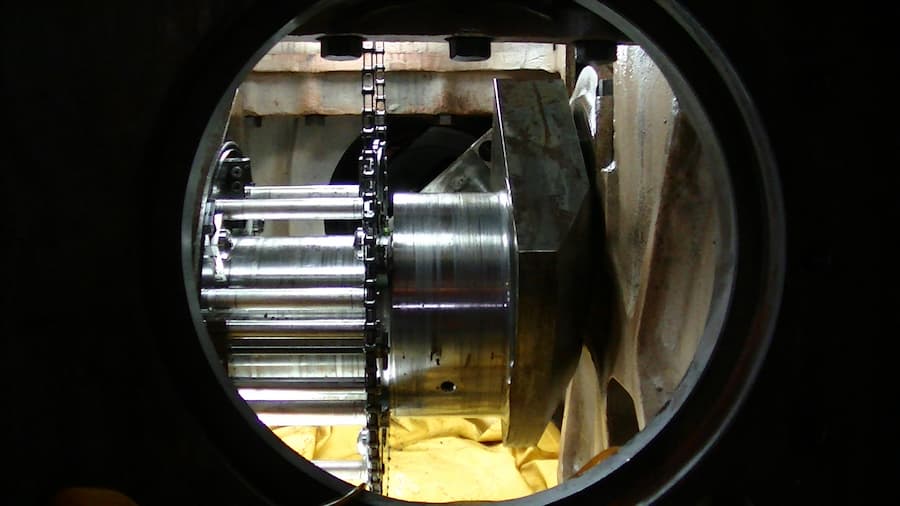
The most recent investment made at In-Situ was the upgrade and renewal of all on-site heat treatment equipment This equipment is essential for the recovery of damaged crankshaft and journals and will allow In-Situ to provide the very best in cutting edge technology for resistance heat treatment services and the annealing of damaged crankpins and rotating equipment on-site.
Due to the advancements in technology of this type of equipment, combined with many year of R&D and field trials, the investment will result in reductions in cost and time on-site for our clients but most importantly will allow recovery of assets that may have previously been unattainable.
In-Situ work with many clients that encounter failures which result in areas of excessive hardness every year. Loss of a crankshaft and other rotating equipment due to severe failure resulting in excessive hardness values is a costly, time consuming and extremely disruptive occurrence.
The Investment In-Situ have made in equipment and process improvement demonstrates and represents our commitment to supporting our clients to achieve a cost effective repair with minimal downtime. Excessive hardness can often be machined or ground away by In-Situ’s specialist engineers, provided that there is sufficient remaining material to remain within manufacturer’s maximum allowable undersize.
However, when this is not possible, the only remaining options are either to replace the crankshaft / rotating equipment, or remove hardness by annealing. Over the years, In-Situ have developed and refined our process for annealing crankshafts and other shafting, and can do this successfully on-board sea going vessels, offshore or on land anywhere in the world.
Our deep understanding of the metallurgy, expansion characteristics, and safety precautions, has been developed and refined over the years, to create a safe, repeatable, highly controlled process.
We have repeatedly demonstrated that hardness can be successfully removed and that final machining or grinding can restore the asset to service with significantly less loss of shaft diameter, as well as the avoidance of costly shaft/equipment removal, and the purchase of a replacement component.
The process is limited to shafts that are of a one piece forged configuration and made of tempered Steel that the surface has not been induction hardened or nitride hardened.